��ˮ�ط��BĤ���Ӻ�զ�z�˜ʲ��E���@��
�g�[�Δ�(sh��)������Ϣ��Դ��̩����·ͨ���̲�������˾�l(f��)���r�g��2025/9/16
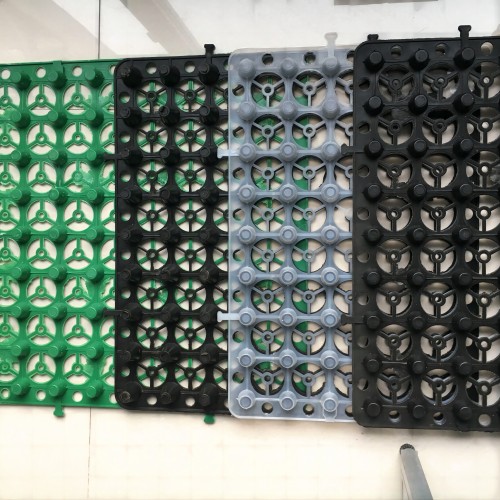
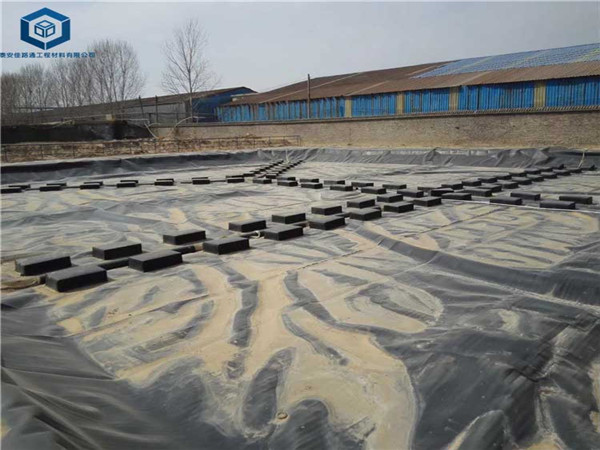
���BĤ��������ˮ�ط��B���̵ĺ��ĭh(hu��n)��(ji��)�������|(zh��)��ֱ�ӛQ���Ƿ�B©�������Ӻ�z��λ��������ˮ�r�O�׳��F(xi��n)©�c�������ɱ��O�ߡ������������Ӻ�z�Ę˜ʲ��E�c�P(gu��n)�IҪ�c������ȫ���Ų��[����һ���z�ǰ�ʂ䣺���û��A(ch��)����1. �h(hu��n)���c���ߺ˲��x�����ʟo�L(f��ng)������_չ�z���_���졢���F��ߜر���r�Σ�����Ӱ��ܷ��ԙz�y�ʴ_�ԣ��ߜ���(d��o)��Ĥ��ܛ���ɔ_�Дࣩ����Ì��Ùz�y���ߣ���ՙz�y�x�����Ĺ��ߣ����ں��p�ܷ��ԙz�y���������yԇ�Q����C���p���ȣ���ӛ̖�P����ӛ���}�^(q��)��ܛëˢ���������p�����s�����ǰ�{(di��o)ԇ��ՙz�y�x���_��ؓ���@ʾ�ʴ_���ܷ�|�o�Ɠp��2. ���p�^(q��)���A(y��)̎����ܛëˢ�ص��������p����߅ 30cm ������(n��i)����ɳ���҉m�������������������þƾ����øɃ����z�麸�p��s��r������ȫ��s�����أ�δ��s�ĺ��p���������z�y׃�Σ�Ӱ푽Y(ji��)���ʴ_�ԣ�����ֹ�ں��Ӻ������_չ�z����**�������^ֱ�^���z1. ���p���A(ch��)�ΑB(t��i)�z��Ŀҕ�^�캸�p���w�ΑB(t��i)���p܉���ۺ��γɵ��p���p���B�m(x��)�������o�ຸ���������ɂ�(c��)��߅���Ⱦ��ʬF(xi��n)������ ���ɗl�� + ���g�ϡ� �Y(ji��)��(g��u)�����D�����γɵĺ��p��ƽ��M���o���ݡ����ݻlδ�ۺϵĿp϶�����c�鿴����^(q��)��߅���c�ص�㕽ӵĹս�̎��Ĥ�Ĵ�ӵ��دB�^(q��)���C��ͣ�Ķ��cλ�ã��@Щ��λ�׳��F(xi��n)���Ӳ��B؞����_�J���p�o���@ȱ�ݡ�2. ����(ji��)�[���Ų������p�|���p����߅Ĥ�ģ������Ƿ������@����ݣ�������Ǻ���δ���������ݿ����Ǻ��Ӊ������㣩���z�麸�p�cĤ��㕽�̎�Ƿ����_���E�������F(xi��n)���Ѽy��������ӛ�����m(x��)���c�z�y�����R�r�̶�ᔴ��^�ĺ��p�^(q��)����_�Jᔿ���߅���a���ܷ⣬�o©�����E�������ڶ������ܷ��Ժ��ęz�y1. �p���p��ՙz�y������������������ՙz�y�x���ܷ��ֿ����p���p���g�ęz�yͨ���ϣ��_���ܷ���߅���cĤ�ľo���N�ϣ�����߅��ͿĨ��������ˮ�����ܷ��ԣ������әz�y�x��ȡ��գ���ؓ���_���˜�ֵ�ַ�(w��n)�����^��z�y�xָᘻ��������� 30 ���(n��i)ؓ���o�½����ܷ��փ�(n��i)�o���ݮa(ch��n)�����f�����p�ܷ�ϸ���ؓ���½�����F(xi��n)���ݣ���ӛ©�cλ�ã��������a�����z�y������M�У�ÿ�θ��w���p�L�Ȳ����^ 1 �ף�����©�z���ս�̎���{(di��o)���ܷ��ֽǶȣ��_����ȫ���w���p�z�yͨ����2. �κ��p���z�y�����m��������������D�����γɵĆκ��p��o������ՙz�y�ĪMխ�^(q��)���ó��z�y���Ì��Ú�ᘴ����pһ��(c��)Ĥ�ģ������p���p֮�g�Ŀ�ǻ����κ��p�A(y��)���ij��ͨ��������һ�����ܷ�����¡����քӴ��Ͳ������˜ʉ������÷���ˮͿĨ���p���棬�^���Ƿ��К���ð����ͬ�r�O(ji��n)�y��������30 ��犃�(n��i)�����������^�˜ʷ�������ϸz�y��ɺ����ÔD���������ᘿף����������[�����ġ������������p���ȳ����C1. �F(xi��n)�������yԇ��ÿ 100 ���p��ȡ 1 �M��Ʒ��ÿ�M 3 ���yԇ�c�����������yԇ�Q�Aס���p�ɂ�(c��)Ĥ�ģ�����ʩ���������^�캸�p�Ƿ�����Ĥ�ı��w���ѣ���Ĥ�Ĕ��Ѷ����p��ã��f�����p�����_�ˣ������p���_�ѣ���U���ӷ������Ų��Ƿ���ں��Ӆ���(sh��)����?sh��)Ȇ��}���yԇ�c��(y��u)���x��߅�¡��սǵ������^��ą^(q��)�yԇ��ɺ��Ɠp̎�ÔD�������a���ܷ⡣2. ���x���ܙz���õ�Ƭ�غ��p��ֱ�������_С�ڣ�������סĤ�ăɂ�(c��)�p�p���x�������p̎Ĥ�İl(f��)��˺�ѣ����Ǻ��p�ӣ����f�������ۺϳ�֣������p�p�ӣ��������{(di��o)ԇ���Ӝضȡ��ٶȵȅ���(sh��)�����Ѻ��^(q��)��ȫ���(f��)�z�a�����塢���IJ������}�����c��(f��)�z1. ȱ�ݘ�ӛ�c���������^���z���ܷ��ԙz�y�����Ȝyԇ�аl(f��)�F(xi��n)��©����̓�������Ȳ���Ȇ��}����ӛ̖�P������ӛ��ע��ȱ����ͣ��� ��©���������Ȳ��㡱�������ĕr��ȱ�����̎����©����̓���^(q��)���������������ӣ���ɰ���pĥ�������ÔD�������a�����a�������賬��ȱ��߅�� 5cm ���ϣ����Ȳ���ĺ��p���г��غ����_���º��p���Ϙ˜ʡ�2. ���ĺ��(f��)�z������ɺ����}�^(q��)�������_չ �����^�z�� + �ܷ��ԙz�y������Ҫ�r�M�Џ��ȏ�(f��)�y��ֱ������ȱ����ȫ**����(f��)�z�ϸ���ߙz�ӛ䛣�ע���z�r�g���^(q��)�Y(ji��)����������r�����鹤����յ���Ҫ����(j��)����ˮ�ط��BĤ���әz�ĺ����� �����^���ΑB(t��i)���ܷ��©�c�����Ȳ��ۺϡ��������h(hu��n)��(ji��)ȱһ���ɡ�����Ҫ��ҕ�սǡ���ӵȱ����^(q��)��ęz�y��������ֲ�ȱ��(d��o)�����w���BʧЧ���z�ȫ��������ӛ䛣��_�����ݡ��z�y����ʹ�û�Y(ji��)���Д����Ɇ������h��ԃ���I(y��)�z�y�C��(g��u)�����ϙz�ʴ_�ԡ�